The forge tool and the equipment
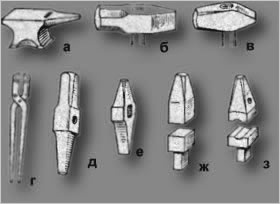
In forging process forge tools are used. The tools used at manual and machine forging as well. Forge tools serve in forging process for moving, capture, maintenance and measurement. Manual forging is conducted on an anvil (fig. 1). Blacksmith's striker blows by a sledge hammer. The smith manipulates by forged piece, holding it in ticks, specifying for blacksmith's striker a place of impact by hammer and also renders easy impacts on forged piece. For a perforation of hole bit is used, for cutting - a chisel, at furnish of forged piece flat tool and swage is applied.
Basic ways of deformation of malleable iron
The basic way of deformation of malleable iron is forging. Impacts of a sledge hammer or hammer change a forged piece to the necessary form, thus to forge it is possible only plastic metals and alloys and, as a rule, in the heated up condition. There are two ways of forging: free forging at which the form to a forged piece variously carried out impacts gives, and forging in stamps where the necessary form is received in the metal form named a die. Depending on mode of work forging can be manual or machine. The smith produces fine products manually on an anvil, and for processing of larger forged piece sledge hammer is applied. Earlier this work was carried out by two or more smiths together. The senior smith held forged piece and by hammer showed a direction of forging.
The most part of work in art forging and metalwork is carried out manually; in order to shape piece of metal into the necessary form consecutive impacts of hammer or the sledge hammer are rendered on a deformable material. Manual forging is very heavy work, laborious, demanding skills. Before to proceed to consideration actually art forging, it is necessary to consider some information about forging, i.e. the forge alphabet.
Heating
A material for forging heat up in a forge with which now equip with the electric fan forcing in a forge necessary quantity of air. A forge is heated by forge coal or fine coke. Fire should be supported constantly pure, the flame should not be long in order to the biggest embers was inside it. Coal in a forge lay on edges, instead of from above. A heated up material stack in a forge under a small layer of coal, where temperature is the greatest. Heating up a material follows slowly, especially large forged piece so that it got warm enough. It began impossible to suppose overheating, especially tool steel in order to prevent formation of cracks and destruction at forged piece. An optimum temperature interval of forging is 800-900 °C. Durability of steel at these temperatures decreases approximately in 20 times, and plasticity essentially increases. To forge at smaller temperatures does not follow. For example, at temperature so-called dark blue, i.e. approximately 400°С, steel becomes very fragile and easily collapses.
Landing
In some cases from more thin forged piece is forged the product which on the end or on some other site should have thickening, in particular, on the end should be a thickening of spherical or other similar form. Here operation which refers to as heading is necessary. If forged piece short heat up a site of length necessary for heading then carry out heading by strong impacts of a sledge hammer (fig. 1). If the heading part should turn out wider and its length rather small in this case forged piece should be established by the cold end on an anvil and to render impacts directly on the heated up site. If, on the contrary, the heading part is necessary for receiving more longly, forged piece establish on an anvil by the hot end, and impacts are render on the cold end.
Bending
There are two ways how to bend forged piece: it is bending on a corner and it is bending on radius. Bending on a corner is carried out on a sharp edge of an anvil by consecutive impacts of hammer on forged piece from above and sideways until the necessary corner will turn out. If forged piece has the big thickness, improvised in the beginning are flexible presses its sledge hammer from above, and the smith impacts by hammer at this time makes bending. Bending on radius is carried out on a round horn of an anvil. Radius are flexible adjust change of distance from top of a horn.
Punching of holes
For riveting, running through of rods and other similar purposes preliminary punching of various apertures is required. For example, if the round aperture is required for this purpose piercer is used. Forged piece is placed on perforated plate, having combined its aperture with a place of forged piece in which it is necessary to punch an aperture. After forged piece is punched approximately on half of thickness, from it take piercer, turn it on opposite side and finish a punching hole. At art forging an aperture is punched usually without loss of a material. In the beginning punching an aperture is done by piercer with the smaller diameter. Then an aperture is dispersed by cylindrical mandrel if the aperture should be even more it is expanded by tubby mandrel. If it is necessary to receive a square aperture piercer, having the form of the tetrahedral truncated pyramid is used. For running through of rods longitudinal apertures of various lengths sometimes are required. In this case instead of piercer a chisel is used, an aperture of the necessary length is done. The sequence of operations thus is similar to a punching of hole by piercer. The necessary form of an aperture is received with the help of specially made mandrel.
Cabin
At forging forged piece smith usually do not cut, but chip. This operation is simple and depends on thickness of forged piece. Thin forged piece is cut on cutting which place in an aperture of an anvil. If forged piece have the big thickness in addition a chisel is used. Forged piece is placed on cutting, and on the other side a chisel; assistant by strong impacts of a sledge hammer chops off a corresponding part.
Twisting
In the former years very popular element of an ornament at a composition of lattices was the tetrahedral steel rod twisted in a spiral. Now very mach forging is not done without this element too. Tetrahedral rods with thickness up to 20 mm are twisted, as a rule, in a cold condition. If to twist it is required rods of the big thickness which in a cold condition to twist it is impossible, it is necessary to apply heating that not is so simple. Incorrectly heated up rod results in incorrect twisting, i.e. the spoilage turns out. This circumstance is the main reason of that rod of small thickness is twisted in a cold condition. Rods of the big thickness need to be heated up in the furnace where it is possible to guarantee equability of heating. In a forge equal heating is almost impossible; it can do only the expert with long-term experience.
Processing of a surface
Depending on the form they distinguish some types of the tool for superficial stamping. There are first of all burnishers which have the working surface similar to a blunt chisel. They can be inclined, equal and rounded on edges or entirely semicircular. The tool for granulation has a flat, oval or convex working surface, the tool for rough granulation can have on a surface with fine toothing. The plane tools have a working surface flat, oval, like a heart, trihedral and many-sided. Tools for hair granulation have a surface of the various form, but, as a rule, covered with fine grooves. Tools for beaded granulation have a cylindrical working part, and for speed up granulation - semicircular. Alongside with the listed basic tools also various shaped die or punches on which working surface figures are put, letters, asterisks, etc. are used.
At performance of an ornament first of all it is necessary by push head to mark its contours. Actually operation of stamping - rather laborious then begins. When the ornament of required depth is received, a half-finished is smoothed out by the ironing tool - push head, and the leveling tool - plane. If the ornament is complex frequently it happens, that a material during stamping is strengthened, and is necessary again to anneal it. Before the beginning of the following stage of work it is necessary to clear a sheet of calx that at stamping it was not pressed into a surface of a sheet.
At finishing stamping of hollow volumetric vessels so-called spring die is used which one end strengthen in a vice or motionlessly establish on a block. A hammer strike blows near to the fixed end. Impacts by a hammer cause oscillatory movement of the free end of the tool. This end has the necessary form of die and is inserted inside of a vessel. Stamping is carried out from within on walls of a vessel in beforehand marked places. Stamping by this way demands skill and a lot of time. Ways to speed it up does not exist.